




激光切割(gē)一(yī)問一(yī)答
發布者:鑫全利 發(fā)布時間:2020-6-22 15:11:29
影響激光切割機切割精(jīng)度的因素是什(shí)麽?
(1)、激光器聚焦光斑(bān)大小(與(yǔ)切割頭聚(jù)焦鏡大小、激光器發散角大小關聯),聚(jù)焦(jiāo)光斑小,切割線條精細、切割精(jīng)度高。
(2)、工作台精度,體現於機械部分(fèn)(絲杆滾珠、齒輪齒條(tiáo)、台麵水平度)電氣控製(zhì)部(bù)分(伺服電機、驅動器、切割控(kòng)製(zhì)係統),工作(zuò)台的(de)精度是衡量切(qiē)割精度非常重(chóng)要的因素。
(3)、切割材料的不同,在同樣的情況下,切割鋁材與不鏽鋼精度(dù)不同,切割不鏽鋼的精度會高些,切麵光滑度高。(材料密度)
切割(gē)功(gōng)率對切割質量有哪些影響?
(1)、功率(lǜ)太小無法切割(如下圖:)
(2)、功率(lǜ)過大,整個切麵熔化(如下圖:)
(3、)功率不足,切割後產生溶漬(如下圖:)

(4)、功率適當,切割麵良(liáng)好,無熔漬(如下圖:)
切割速度對切(qiē)割質量有哪些影響?
(1)、切割速度過快(kuài)可能產生以下影響:
a. 無法切透、火花亂噴。
b. 有些切透,有些沒有切透。
c. 整個切麵較粗、不產生熔漬。
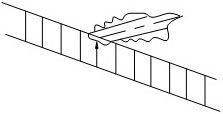
d. 切割麵(miàn)呈斜條紋路(lù)、下半部分產生熔漬,並可觀察切割火(huǒ)花判斷切割速度快慢。火花傾斜,說明切割速(sù)度過快(kuài)。
(2)、切割速度過慢可能產生以下影響:
a. 造成過熔、切(qiē)麵粗糙。
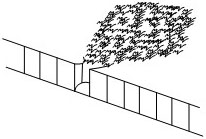
b. 切縫變寬、轉角尖角(jiǎo)部位熔化(huà),火花呈現不擴散且少、聚(jù)集在一(yī)起、說明切割速度過慢。

(3)、切割速度適當,火花由(yóu)上往下擴散
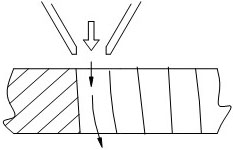
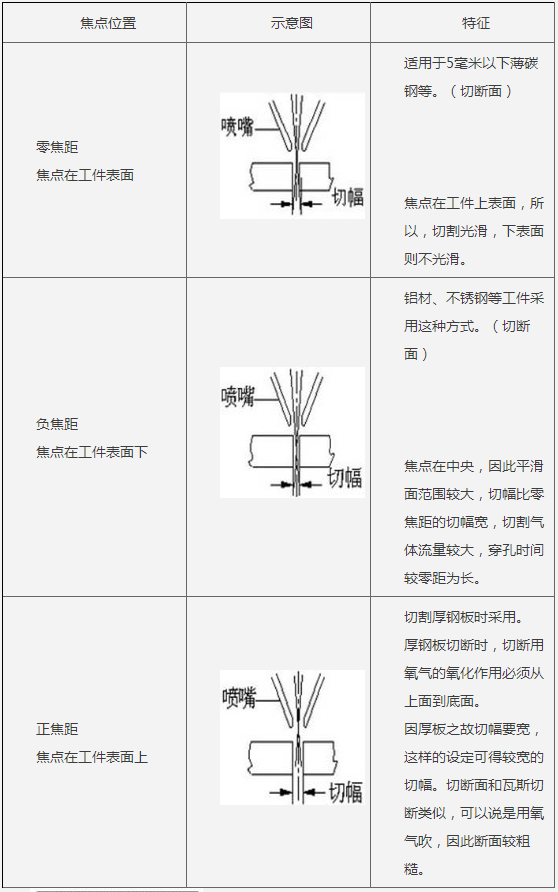
激光切割(gē)焦點與切割(gē)麵的關係是什麽(me)?
激光切割應用中,焦點是關鍵參數,不同焦點位置對切割麵影響至(zhì)關重要。
如下圖文,仔細(xì)介(jiè)紹切割焦點與(yǔ)切割麵的關係:
(1)、焦點位(wèi)置與切割麵的關係
2、焦點位(wèi)置對切割斷麵的影響
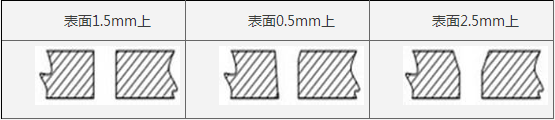
切割頭噴(pēn)嘴對切割質量有什麽影響?
(1)噴嘴的作用:
1、防止切(qiē)割時(shí)飛濺物反彈,穿過噴嘴,汙染(rǎn)保護鏡片。
2、控製輔助氣體擴散麵積及大小,從而控(kòng)製切割質量。
(2)噴嘴與激光器QBH輸出光束不同軸(zhóu)會產生以下影響:
1、對切割(gē)斷麵的影響,當輔助氣體從噴嘴吹出時,切(qiē)斷麵出現一邊有熔漬,另一邊沒有熔(róng)漬的現象。
2、對尖角的影響,切(qiē)割圖形有尖角或角度較小時,會出現過熔的現象。
3、對穿(chuān)孔有影響,穿孔不穩定,切割厚材(cái)料容易過(guò)熔(róng),穿孔條件參(cān)數不易掌握。
(3)噴嘴孔中心與激光(guāng)光束同軸調整
1、將不(bú)幹膠或透明膠(jiāo)貼至噴嘴出口端麵上。
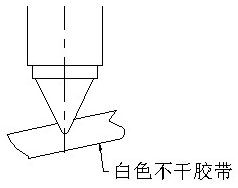
2、調整(zhěng)激光器功率(lǜ),10%-20%功率,使用點射出光。
3、點射完畢(bì)後,取下膠帶,注意保持方向,方便確定出光偏離位置。(如(rú)果激光光束偏離噴嘴距離過大,則在膠帶無法看(kàn)出(chū)任何痕跡)。

4、注意觀察激(jī)光點偏離(lí)噴嘴的位置,調整切割頭(tóu)上X/Y軸。
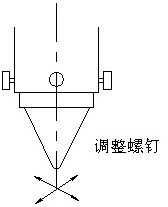
5、合格的出光(guāng)位置如下:
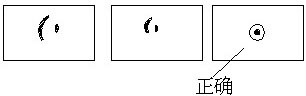
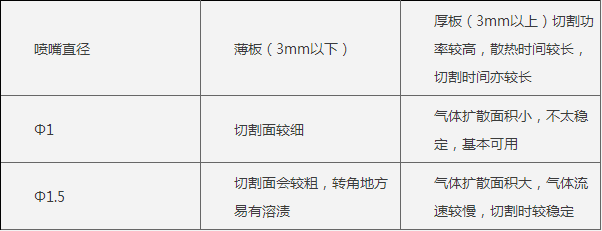
(4)、噴嘴孔徑,噴嘴孔徑大小對切割質量(liàng)與(yǔ)穿孔質量有關鍵的影響:
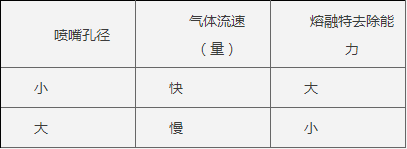
噴嘴Φ1、Φ1.5的差異:
創鑫激(jī)光生產的光纖激光(guāng)器為哪一類輻射等級(jí)?
創(chuàng)鑫激光生(shēng)產的光纖激光器為Class IV激光設備。此類(lèi)產品發射1060nm左右波長(zhǎng)的光,這個水平(píng)的光可(kě)能會(huì)造成對眼睛和皮膚的傷害。此發射(shè)光是不可(kě)見的,光束可能會造成眼角膜不可修複的傷害。九九九涩涩不隨提供(gòng)本產品激光護目鏡,但在激光器工作的時候必須要一直佩帶護(hù)目鏡。
WARNING:當激光器(qì)工作時,不要安裝瞄準器。
WARNING:在操作(zuò)此類(lèi)產品時,禁止直視(shì)輸出頭,並確保總是佩帶護(hù)目鏡。
更多安全提示,請詳細閱讀九九九涩涩為您準備的產品說明書(shū)。
脈(mò)寬(kuān)可調MOPA光纖激光器的脈衝寬度模式有什麽(me)區別?
區別詳見(jiàn)下表:

激光器不出(chū)光的主要檢查處理措(cuò)施?
(1)、檢查設備(bèi)的急停開(kāi)關(guān)(PIN23針)是否正(zhèng)常(激光(guāng)器正常工作時,此信(xìn)號為高電平)。
(2)、激光器的電源供電是否正常,在空載與帶負載(接上激光器)狀態下測供電的(de)電源是否符合實際供電要求。
(3)、指引光信號是否在打標狀態下是(shì)處於低電(diàn)平狀態。如果在打標狀態下,引導光的(de)信號為低電平(PIN22針為'0'電平),如果引導光的信號(hào)為高電平('1'電平(píng))時,激光器是(shì)優先是輸出引導光。
(4)、PIN18,PIN19信號是否正常。
(5)、檢查激光器的供電接線是否正確,+24V、GND是否接反(fǎn),地線(xiàn)是否(fǒu)接地。
(6)、檢查激光器的DB25串口的接線是否按照接線(xiàn)定義正確接線。
(7)、打標卡供電是否正(zhèng)常,控製激光器的信號是否正常(cháng)(具體信號定(dìng)義見DB25端口定義)。
(8)、軟件設置是否正確
激光器功率降低的主(zhǔ)要原因及處理措施?
(1)、檢查電源供電是(shì)否穩定,電流是否(fǒu)達到額定工作電流。
(2)、查看光纖激光器準直輸出鏡鏡麵是否(fǒu)有汙(wū)染,如有汙染可用棉簽沾(zhān)上無水(shuǐ)乙醇輕(qīng)輕擦拭,不要刮花鏡麵膜層(céng)。
(3)、查看其它光(guāng)學鏡片是否汙(wū)染如紅光(guāng)合(hé)束鏡、振鏡、場鏡。
(4)、檢查激光器輸出光是否有被擋住(安裝時要確保隔離器輸出端與振鏡口要在同(tóng)一水(shuǐ)平上)。
(5)、激光器使用2萬小(xiǎo)時後功率(lǜ)有所衰減屬正常功率損耗。
(6)、打標過程中(zhōng)有斷線,通常由於信(xìn)號幹擾引起(qǐ),對此弱電與(yǔ)強電的引線(xiàn)不能同捆綁(bǎng)或同走在一側,信號線采用帶屏蔽功能的信號線;再者是電源的地(dì)沒有(yǒu)很(hěn)好的接(jiē)觸(chù)。
激光器日常維護及注意事(shì)項?
(1) 激光器工作(zuò)時,不能接觸或碰撞掃描工作台(tái)活動橫梁;(2) 激光器及光學鏡頭易碎,搬運時應小心輕放,並避免(miǎn)振動;
(3) 機內出(chū)現故障時,應立即停止工作,由專業工作人員(yuán)處理;
(4) 注意開關機順序;
(5) 注意打標機幅麵不得超過(guò)工作幅麵(miàn);
(6) 注意保持室內及(jí)機器表麵整潔(jié)幹淨。
輔助氣體(tǐ)對切割質量(liàng)有什(shí)麽影響?
(1)、選擇輔助氣體的種類與壓力時,應從參照以下幾方麵
1、一般使用(yòng)氧氣切割碳(tàn)鋼,低壓打孔,高(gāo)壓(yā)切割。
2、一般使用氮氣切割不鏽鋼。
3、氣體純度越(yuè)高,切割(gē)質量越好,切割碳鋼材料氧氣純度至少在99.6%上,切割不鏽鋼材料氮氣純度至少也要在99.6%以上。
(2)、輔助氣體對切割質量的影響如下:
1、氣體(tǐ)有助於散熱及助燃,吹(chuī)掉熔漬(zì)。
2、氣壓不足時,切割麵會產生深漬,切割速度無法增快,影響效率。
3、氣壓過大時,切割麵較粗,切割縫隙大,造成部(bù)分切斷麵熔化,影響(xiǎng)切(qiē)割質量。
(3)、輔助氣體對穿孔影響
1、氣體壓(yā)力(lì)過低時,不易穿透,時間過長。
2、氣(qì)體壓力過高時,造成穿透點熔化,形成大的熔化點。
3、建議薄(báo)材料穿(chuān)孔氣壓高,厚材料氣壓低
(1)、激光器聚焦光斑(bān)大小(與(yǔ)切割頭聚(jù)焦鏡大小、激光器發散角大小關聯),聚(jù)焦(jiāo)光斑小,切割線條精細、切割精(jīng)度高。
(2)、工作台精度,體現於機械部分(fèn)(絲杆滾珠、齒輪齒條(tiáo)、台麵水平度)電氣控製(zhì)部(bù)分(伺服電機、驅動器、切割控(kòng)製(zhì)係統),工作(zuò)台的(de)精度是衡量切(qiē)割精度非常重(chóng)要的因素。
(3)、切割材料的不同,在同樣的情況下,切割鋁材與不鏽鋼精度(dù)不同,切割不鏽鋼的精度會高些,切麵光滑度高。(材料密度)
切割(gē)功(gōng)率對切割質量有哪些影響?
(1)、功率(lǜ)太小無法切割(如下圖:)
(2)、功率(lǜ)過大,整個切麵熔化(如下圖:)
(3、)功率不足,切割後產生溶漬(如下圖:)
(4)、功率適當,切割麵良(liáng)好,無熔漬(如下圖:)
切割速度對切(qiē)割質量有哪些影響?
(1)、切割速度過快(kuài)可能產生以下影響:
a. 無法切透、火花亂噴。
b. 有些切透,有些沒有切透。
c. 整個切麵較粗、不產生熔漬。
d. 切割麵(miàn)呈斜條紋路(lù)、下半部分產生熔漬,並可觀察切割火(huǒ)花判斷切割速度快慢。火花傾斜,說明切割速(sù)度過快(kuài)。
(2)、切割速度過慢可能產生以下影響:
a. 造成過熔、切(qiē)麵粗糙。
b. 切縫變寬、轉角尖角(jiǎo)部位熔化(huà),火花呈現不擴散且少、聚(jù)集在一(yī)起、說明切割速度過慢。
(3)、切割速度適當,火花由(yóu)上往下擴散
激光切割(gē)焦點與切割(gē)麵的關係是什麽(me)?
激光切割應用中,焦點是關鍵參數,不同焦點位置對切割麵影響至(zhì)關重要。
如下圖文,仔細(xì)介(jiè)紹切割焦點與(yǔ)切割麵的關係:
(1)、焦點位(wèi)置與切割麵的關係
2、焦點位(wèi)置對切割斷麵的影響
切割頭噴(pēn)嘴對切割質量有什麽影響?
(1)噴嘴的作用:
1、防止切(qiē)割時(shí)飛濺物反彈,穿過噴嘴,汙染(rǎn)保護鏡片。
2、控製輔助氣體擴散麵積及大小,從而控(kòng)製切割質量。
(2)噴嘴與激光器QBH輸出光束不同軸(zhóu)會產生以下影響:
1、對切割(gē)斷麵的影響,當輔助氣體從噴嘴吹出時,切(qiē)斷麵出現一邊有熔漬,另一邊沒有熔(róng)漬的現象。
2、對尖角的影響,切(qiē)割圖形有尖角或角度較小時,會出現過熔的現象。
3、對穿(chuān)孔有影響,穿孔不穩定,切割厚材(cái)料容易過(guò)熔(róng),穿孔條件參(cān)數不易掌握。
(3)噴嘴孔中心與激光(guāng)光束同軸調整
1、將不(bú)幹膠或透明膠(jiāo)貼至噴嘴出口端麵上。
2、調整(zhěng)激光器功率(lǜ),10%-20%功率,使用點射出光。
3、點射完畢(bì)後,取下膠帶,注意保持方向,方便確定出光偏離位置。(如(rú)果激光光束偏離噴嘴距離過大,則在膠帶無法看(kàn)出(chū)任何痕跡)。
4、注意觀察激(jī)光點偏離(lí)噴嘴的位置,調整切割頭(tóu)上X/Y軸。
5、合格的出光(guāng)位置如下:
(4)、噴嘴孔徑,噴嘴孔徑大小對切割質量(liàng)與(yǔ)穿孔質量有關鍵的影響:
噴嘴Φ1、Φ1.5的差異:
創鑫激(jī)光生產的光纖激光(guāng)器為哪一類輻射等級(jí)?
創(chuàng)鑫激光生(shēng)產的光纖激光器為Class IV激光設備。此類(lèi)產品發射1060nm左右波長(zhǎng)的光,這個水平(píng)的光可(kě)能會(huì)造成對眼睛和皮膚的傷害。此發射(shè)光是不可(kě)見的,光束可能會造成眼角膜不可修複的傷害。九九九涩涩不隨提供(gòng)本產品激光護目鏡,但在激光器工作的時候必須要一直佩帶護(hù)目鏡。
WARNING:當激光器(qì)工作時,不要安裝瞄準器。
WARNING:在操作(zuò)此類(lèi)產品時,禁止直視(shì)輸出頭,並確保總是佩帶護(hù)目鏡。
更多安全提示,請詳細閱讀九九九涩涩為您準備的產品說明書(shū)。
脈(mò)寬(kuān)可調MOPA光纖激光器的脈衝寬度模式有什麽(me)區別?
區別詳見(jiàn)下表:
激光器不出(chū)光的主要檢查處理措(cuò)施?
(1)、檢查設備(bèi)的急停開(kāi)關(guān)(PIN23針)是否正(zhèng)常(激光(guāng)器正常工作時,此信(xìn)號為高電平)。
(2)、激光器的電源供電是否正常,在空載與帶負載(接上激光器)狀態下測供電的(de)電源是否符合實際供電要求。
(3)、指引光信號是否在打標狀態下是(shì)處於低電(diàn)平狀態。如果在打標狀態下,引導光的(de)信號為低電平(PIN22針為'0'電平),如果引導光的信號(hào)為高電平('1'電平(píng))時,激光器是(shì)優先是輸出引導光。
(4)、PIN18,PIN19信號是否正常。
(5)、檢查激光器的供電接線是否正確,+24V、GND是否接反(fǎn),地線(xiàn)是否(fǒu)接地。
(6)、檢查激光器的DB25串口的接線是否按照接線(xiàn)定義正確接線。
(7)、打標卡供電是否正(zhèng)常,控製激光器的信號是否正常(cháng)(具體信號定(dìng)義見DB25端口定義)。
(8)、軟件設置是否正確
激光器功率降低的主(zhǔ)要原因及處理措施?
(1)、檢查電源供電是(shì)否穩定,電流是否(fǒu)達到額定工作電流。
(2)、查看光纖激光器準直輸出鏡鏡麵是否(fǒu)有汙(wū)染,如有汙染可用棉簽沾(zhān)上無水(shuǐ)乙醇輕(qīng)輕擦拭,不要刮花鏡麵膜層(céng)。
(3)、查看其它光(guāng)學鏡片是否汙(wū)染如紅光(guāng)合(hé)束鏡、振鏡、場鏡。
(4)、檢查激光器輸出光是否有被擋住(安裝時要確保隔離器輸出端與振鏡口要在同(tóng)一水(shuǐ)平上)。
(5)、激光器使用2萬小(xiǎo)時後功率(lǜ)有所衰減屬正常功率損耗。
(6)、打標過程中(zhōng)有斷線,通常由於信(xìn)號幹擾引起(qǐ),對此弱電與(yǔ)強電的引線(xiàn)不能同捆綁(bǎng)或同走在一側,信號線采用帶屏蔽功能的信號線;再者是電源的地(dì)沒有(yǒu)很(hěn)好的接(jiē)觸(chù)。
激光器日常維護及注意事(shì)項?
(1) 激光器工作(zuò)時,不能接觸或碰撞掃描工作台(tái)活動橫梁;(2) 激光器及光學鏡頭易碎,搬運時應小心輕放,並避免(miǎn)振動;
(3) 機內出(chū)現故障時,應立即停止工作,由專業工作人員(yuán)處理;
(4) 注意開關機順序;
(5) 注意打標機幅麵不得超過(guò)工作幅麵(miàn);
(6) 注意保持室內及(jí)機器表麵整潔(jié)幹淨。
輔助氣體(tǐ)對切割質量(liàng)有什(shí)麽影響?
(1)、選擇輔助氣體的種類與壓力時,應從參照以下幾方麵
1、一般使用(yòng)氧氣切割碳(tàn)鋼,低壓打孔,高(gāo)壓(yā)切割。
2、一般使用氮氣切割不鏽鋼。
3、氣體純度越(yuè)高,切割(gē)質量越好,切割碳鋼材料氧氣純度至少在99.6%上,切割不鏽鋼材料氮氣純度至少也要在99.6%以上。
(2)、輔助氣體對切割質量的影響如下:
1、氣體(tǐ)有助於散熱及助燃,吹(chuī)掉熔漬(zì)。
2、氣壓不足時,切割麵會產生深漬,切割速度無法增快,影響效率。
3、氣壓過大時,切割麵較粗,切割縫隙大,造成部(bù)分切斷麵熔化,影響(xiǎng)切(qiē)割質量。
(3)、輔助氣體對穿孔影響
1、氣體壓(yā)力(lì)過低時,不易穿透,時間過長。
2、氣(qì)體壓力過高時,造成穿透點熔化,形成大的熔化點。
3、建議薄(báo)材料穿(chuān)孔氣壓高,厚材料氣壓低
相關新聞
- [2023.03.29]如(rú)何使用金屬激光切割機來保證產…
- [2020.06.22]金屬激(jī)光切割(gē)機開機橫梁抖動(dòng)原因…
- [2023.03.24]如(rú)何調整激光切(qiē)割機(jī)的參數
- [2020.06.22]夏季防止激光器結露,這些(xiē)細節千萬…
- [2023.03.22]激光切割加工與機械切割加工的區…
- [2020.06.17]CO2激光打標機可以用在手機零件上…
- [2020.06.22]六大因素提供光纖激光切割機切割…
- [2020.06.17]激光切(qiē)割改變鈑金加工行業(yè)
- [2020.06.22]激(jī)光切(qiē)割碳鋼時出現毛刺、切不斷…
- [2020.06.22]鑫全利講解:選擇激(jī)光切割機需要考…
- [2020.06.22]激光切割機能切(qiē)割鍍鋅板嗎?
- [2020.06.17]薄(báo)板(bǎn)鐵皮櫃用什麽焊接比較好?手持…
- [2020.06.22]幹貨:解讀激光焊接的工藝參數!
- [2023.01.16]激光(guāng)切割機設備價格與設備性能有…
- [2020.06.17]為什麽激光切割機的圓孔(kǒng)會不圓?
- [2020.06.22]什麽是滾珠絲杠,滾珠絲杠和普通絲(sī)…
- [2023.01.11]選擇光纖激光切割機的另一個(gè)優點…
- [2023.01.04]金(jīn)屬激光切割機(jī)的原理介紹
- [2020.06.22]選購光纖激光切(qiē)割機都有哪些(xiē)步(bù)驟…
- [2022.12.29]手持式激光焊接機的焊接頭出(chū)氣不…





